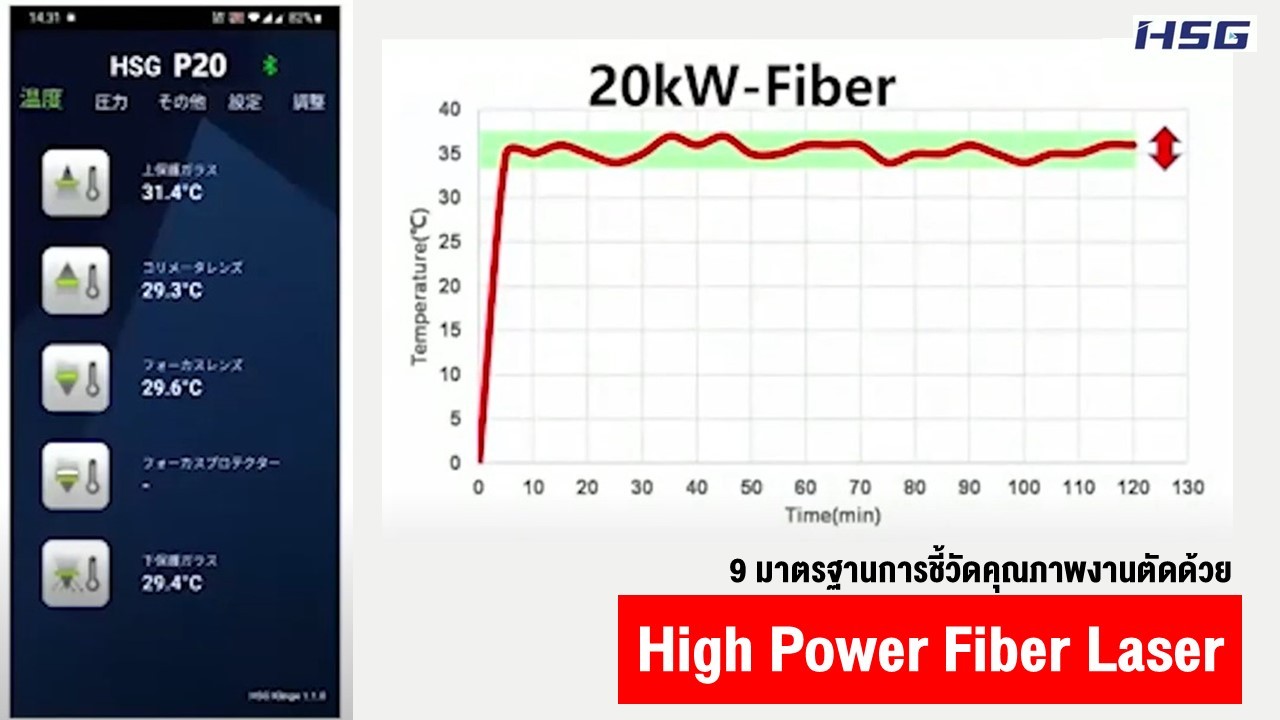
จนเมื่อปี 2018 เป็นต้นมา สำหรับงานขนาดตั้งแต่ 20มม หรือมากกว่า Fabricator นิยมใช้เครื่องตัดเลเซอร์ High Power Fiber Laser ในการตัดงานหนาโดยมีกำลังตั้งแต่ 6-20 kW กันเป็นส่วนใหญ่ เหตุผลสำคัญเพราะการประหยัดต้นทุนต่อชิ้นที่ทำได้ดีกว่ากำลังวัตต์ต่ำ (1-4kw) และพลังความร้อนที่ทำให้การตัดงานหนาเป็นไปได้สวยงามมากกว่า
การใช้ High Power Fiber Laser ตัดงานหนามีมาตรฐานการตรวจสอบคุณภาพ 9 ประการดังนี้
งานหนาที่ตัดเลเซอร์ขอบเรียบสวยนั้นมักจะเป็นเหล็กที่ตัดด้วยออกซิเจน ( O2 ) เป็นส่วนใหญ่ เหตุผลเพราะปฏิกิริยาการเผาไหม้ Exothermic process จาก O2 และความร้อนจาก high power fiber laser จะส่งผลให้เหล็กหลอมละลายเป็นของเหลว ( Molten ) ที่ค่าความร้อนเหมาะสมจาก Laser Beam Shape ที่ปรับขนาดได้ด้วยระบบอัตโนมัติ Parameter ที่กำหนดความเร็วตัด ชนิดและแรงดันแก๊ส ความแรงของค่าไฟ ค่า Duty และ Focal Point อย่างเหมาะสมลงตัวจะสร้างผิวตัดที่เรียบเนียนสวยงามได้ ความเชื่ออดีตที่มักเข้าใจว่า Fiber Laser เหมาะกับเพียงงานบางนั้นได้ถูกลบล้างไปเมื่อระบบ Auto Beam Shape ที่ปรับบีมโหมดอัตโนมัติแปรผันตามชนิดและความหนาของวัสดุทำให้ผิวเหล็กที่ตัดเรียบเนียนและมีความมันวาวไม่แพ้การตัดด้วย CO2 Laser แต่ไฟเบอร์เลเซอร์สามารถทำความหนาได้มากกว่าโดยมีผิวเรียบใสวาวได้

บีมโหมดที่ปรับอัตโนมัติได้ทั้งแบบตัดเลเซอร์งานบางและงานหนา เทคโนโลยี HSG P-series

Fiber Laser 20kW ตัดเหล็ก SS400 หนา 70 มม ได้ผิวเรียบสวยด้วยหัวตัด HSG P20

เหล็กหนา 20mm ตัดด้วย IPG 10kw หัวตัด HSG P10 ได้ผิวมันวาว
2. ความตรงของผิวตัด Verticality
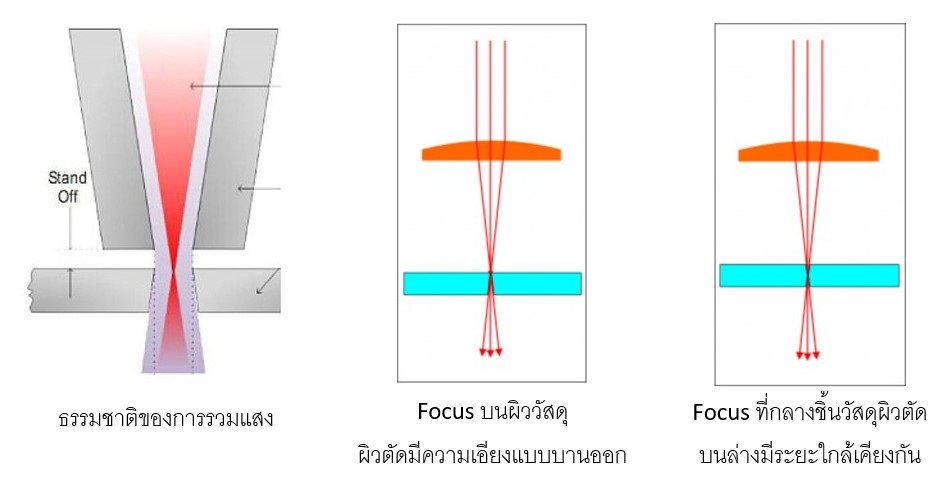
ผิวตัดที่ตั้งฉากได้ตรงใกล้เคียงกับแนวดิ่งมากที่สุดคือผิวตัดที่มีประสิทธิภาพ โดยธรรมชาติของการตัดเลเซอร์ด้วยความร้อน ผิวตัดจะไม่สามารถตั้งฉากกับผิวงานได้แบบ 90 องศา ด้วยข้อจำกัดด้านการส่งผ่านลำแสงแบบรวมศูนย์ที่จุด Focus นั่นหมายความว่าการตัดเลเซอร์งานที่มีความหนา ยิ่งหนามากยิ่งมีความต่างระหว่างผิวบน (ทางเข้า) และผิวล่าง (ทางออก) การใช้ Focal Length ที่เหมาะสมเท่านั้นที่จะดึงระยะผิวให้ใกล้เคียงความฉากได้มากที่สุด โดยส่วนมาก สำหรับ Fabricator ที่ต้องการตัดงานหนาเป็นประจำ วงศ์ธนาวุฒิแนะนำให้ใช้ Lens FF ช่วง 150-200 เพื่อการกินลึกและรักษาระยะห่างระหว่างชิ้นงานกับหัว Nozzle ได้ดีขึ้นเพื่อป้องกัน Splatter และฝุ่นผงจากการตัดเข้ามาเป็นอันตรายกับระบบ Beam Path ที่ภายใน laser cutting head
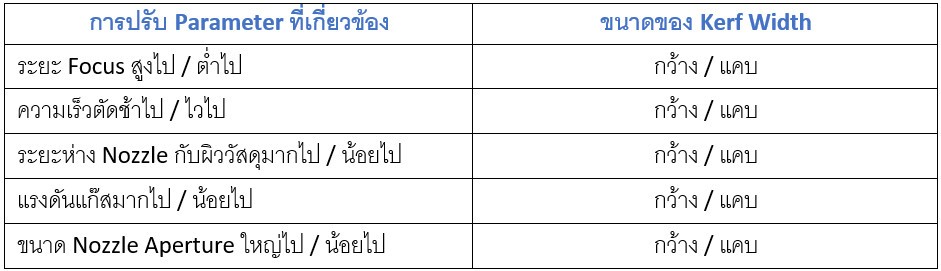
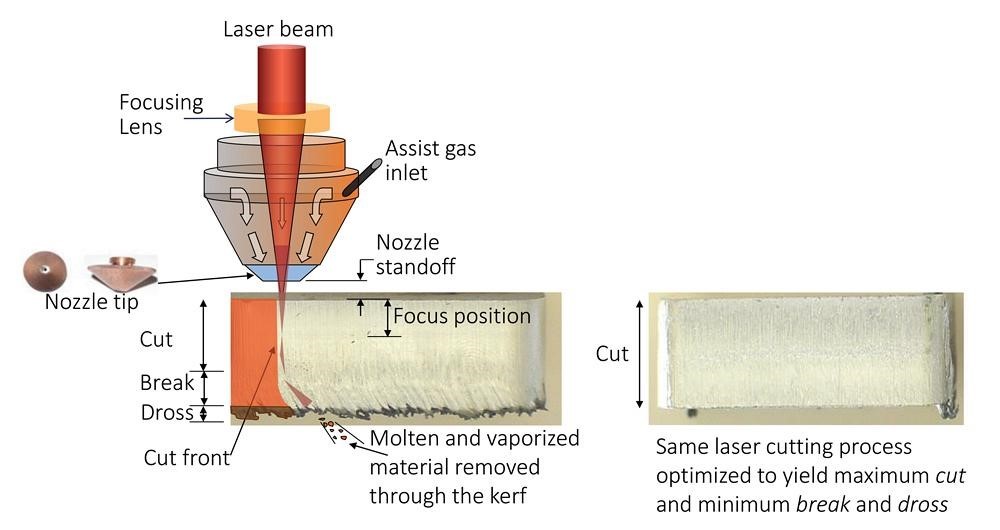
3. ร่องที่เกิดจากการตัด (Kerf width)
เมื่อตัดงานหนา Kerf Width จะกว้างขึ้นไปตามหลักการระบายความร้อนและการระเหยของ Molten ที่หลอมละลายในเวลาที่รวดเร็ว แรงดันแก๊สช่วยตัดจะเป็นตัวกำหนดอัตราการระเหยของของเหลวในร่องตัด ผู้ผลิตเครื่องตัดเลเซอร์ที่มีความชำนาญด้านการตัดงานหนาจะกำหนดความโตของรู Nozzle Aperture ระยะFocus ให้เหมาะสมกับแรงดันลม ความเร็วตัด และชนิดของแก๊ส เพื่อสร้างความแม่นยำให้เกิดขึ้นกับชิ้นงาน
ร่องที่เกิดจากการตัด (Kerf width)
- Kerf Width กว้างไป จะเสียเนื้อวัสดุเยอะ และสิ้นเปลืองแก๊ส
- Kerf Width แคบไป งานตัดอาจจะไม่ขาดสมบูรณ์ มี dross หรือเกิดการระเบิดขณะ piercing ได้
4. ครีบด้านล่าง (Dross & Burr)
อาการตัดเลเซอร์งานหนาแล้วมีครีบอยู่ด้านหลังชิ้นงานหรือบางทีเรียกว่า Burr นั้นเป็นภาระของการจัดเก็บ second operation ที่กินทั้งแรงและเวลา นอกจากนั้นยังทำให้ชิ้นงานไม่สวยงามอีกด้วย โดยมากจะพบในการตัดอลูมิเนียมเพราะการหลอมเหลวของวัสดุโดยเฉพาะอลูมิเนียมที่เรียกว่าค่า Viscosity ผู้ผลิตเครื่องแบรนด์ใหญ่ในจีนจะมีการทดสอบการปรับค่าความเร็วตามความหนาของอลูมิเนียมบนข้อจำกัดกำลังวัตต์ที่นำมาทดสอบจนได้ค่าที่มั่นใจว่าตัดแล้วจะไม่มีครีบด้านหลังหรือถ้ามีก็มีน้อยที่สุด user บางรายมักคิดว่าค่า viscosity นั้นมีความสัมพันธ์แบบเชิงเส้นหรือ linear relationship แต่ความจริงแล้วมันผันผวนและมั่วซั่วสุดๆ ด้วยค่าตัวแปรทางฟิสิกส์หลายอย่าง การทดสอบและการบันทึกพารามิเตอร์เท่านั้นจึงจะช่วยให้การตัดออกมาสวยงามไร้ครีบได้ รูปแบบความสัมพันธ์ของการปรับพารามิเตอร์จึงไม่อาจคาดเดาได้อย่างชัดเจนสำหรับการตัดอลูมิเนียมหนา
- Kerf Width กว้างไป จะเสียเนื้อวัสดุเยอะ และสิ้นเปลืองแก๊ส
- Kerf Width แคบไป งานตัดอาจจะไม่ขาดสมบูรณ์ มี dross หรือเกิดการระเบิดขณะ piercing ได้
4. ครีบด้านล่าง (Dross & Burr)
อาการตัดเลเซอร์งานหนาแล้วมีครีบอยู่ด้านหลังชิ้นงานหรือบางทีเรียกว่า Burr นั้นเป็นภาระของการจัดเก็บ second operation ที่กินทั้งแรงและเวลา นอกจากนั้นยังทำให้ชิ้นงานไม่สวยงามอีกด้วย โดยมากจะพบในการตัดอลูมิเนียมเพราะการหลอมเหลวของวัสดุโดยเฉพาะอลูมิเนียมที่เรียกว่าค่า Viscosity ผู้ผลิตเครื่องแบรนด์ใหญ่ในจีนจะมีการทดสอบการปรับค่าความเร็วตามความหนาของอลูมิเนียมบนข้อจำกัดกำลังวัตต์ที่นำมาทดสอบจนได้ค่าที่มั่นใจว่าตัดแล้วจะไม่มีครีบด้านหลังหรือถ้ามีก็มีน้อยที่สุด user บางรายมักคิดว่าค่า viscosity นั้นมีความสัมพันธ์แบบเชิงเส้นหรือ linear relationship แต่ความจริงแล้วมันผันผวนและมั่วซั่วสุดๆ ด้วยค่าตัวแปรทางฟิสิกส์หลายอย่าง การทดสอบและการบันทึกพารามิเตอร์เท่านั้นจึงจะช่วยให้การตัดออกมาสวยงามไร้ครีบได้ รูปแบบความสัมพันธ์ของการปรับพารามิเตอร์จึงไม่อาจคาดเดาได้อย่างชัดเจนสำหรับการตัดอลูมิเนียมหนา

Burr-Free High Power Fiber Laser Cutting Technology ที่ทำให้ขอบล่างของอลูมิเนียมคม "ไร้ครีบ" ด้วยความเร็วตัดสูงถึง 5000mm/min
งานตัดเลเซอร์ที่มีความหนาจะไร้ครีบจะช่วย Fabricator ประหยัดงบประมาณการเก็บงาน ส่งมอบงานได้อย่างมีประสิทธิภาพ และลดต้นทุนการเสนอราคา cost/part ได้เป็นอย่างดี
5. การตัดรูขนาดเล็กบนชิ้นงานที่หนา (Small Holes)
ชัดเจนว่านี่คือการตัดเป็นวงกลมไม่ใช่การเจาะด้วยการ piercing เพื่อวัดคุณภาพของเครื่องตัดเลเซอร์แบบ High Power fiber Laser Cutting เนื่องจากค่าความร้อนจากลำแสงที่นำพาคลื่นความยาวสั้นของ Fiber Laser ให้ทะลุทะลวงผ่านวัสดุได้อย่างง่ายดายด้วยค่าแรงดัน assist gas อย่างเหมาะสม ความกลมของรูนั้นขึ้นอยู่กับศักยภาพของ Motion Device ทั้งของแกน X และ Y และค่าการระบายความร้อนของวัสดุ การเจาะรูกลมปัจจุบัน หากปรับแต่งได้อย่างถูกต้อง สามารถเจาะได้เล็กกว่า 30% ของความหนาวัสดุ

เหล็ก 16 มม ถ่ายภาพจากผิว "ด้านล่าง" เพื่อพิสูจน์เทคโนโลยีการตัดรูกลม แผ่นบนมีสะเก็ดไฟน้อยกว่าและกลมดีกว่า
เทคโนโลยีการเจาะรูกลมช่วยให้รับงานที่มีคุณภาพได้ดีมากขึ้น ลดการสิ้นเปลืองในการขัดเก็บงานในภายหลัง ที่สำคัญ เป็นการแสดงถึงศักยภาพของระบบปฏิบัติการที่ควบคุม motion พร้อมกับลำแสงและการแก๊สได้อย่างมีประสิทธิภาพ
6. มุมแหลมคม ไม่ละลาย (Sharp Corner Cutting)
มุมหนาที่แหลมคมสวย ผิวบนล่างรักษาระดับได้มาตรฐาน ไม่เอียง ไม่หมองเพราะรอยไฟ overheat คือคุณภาพงานตัดเข้ามุม sharp corner ทีมีคุณภาพของ Fiber Laser cutting High Power ระบบที่ปรัรบความสัมพันธ์ระหว่างอัตราเร่ง กำลังไฟ ค่าDuty และ cutting speed ได้อย่างลงตัว บวกกับการใช้แรงดันแก๊สที่เหมาะสม จะทำให้ได้ผลลัพธ์อย่างที่แสดงในภาพด้านล่างนี้

มุมแหลมสำหรับงานหนาบ่งบอกถึงเทคโนโลยีวิศวกรรมชั้นสูงของการตัดงานด้วยไฟเบอร์เลเซอร์ ยิ่งงานหนา ยิ่งองศาแคบ ยิ่งบ่งบอกถึงความท้าทายและความปรานีตในการปรับแต่งพารามิเตอร์ของแต่ละแบรนด์ได้เป็นอย่างดี
7. ระบบปรับ Focus เมื่อเลนส์ร้อนเป็นเวลานาน (Auto Focus Correction)
การตัดงานหนาเป็นเวลานานทำให้เลนส์รับความร้อนมากจนเกินไป เกิดการขยายตัวของผิวเลนส์ ส่งผลให้ระยะ focus ผิดเพี้ยนไปจากเดิม ผลที่ตามมาคือหากยังคงตัดอยู่ต่อไป งานที่ออกมาจะสูญเสียระยะ focus เดิมตามค่าพารามิเตอร์ที่ตั้งไว้ และทำให้ชิ้นงานด้อยประสิทธิภาพจากสภาพเลนส์ปกติที่ไม่ถูกความร้อนเป็นเวลานาน
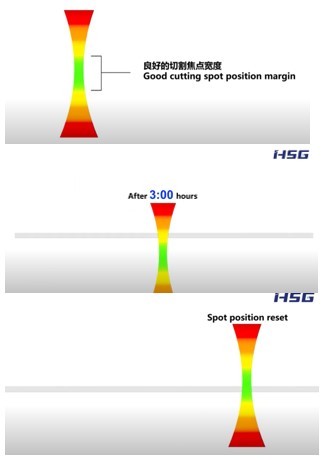
ระบบปรับ focus อัจฉริยะเพื่อการตัดหนาระยะยาวที่สมบูรณ์แบบมากขึ้น
หลังจากตัดไปนาน 3 ชม. เลนส์ที่ขยายตัวจะเปลี่ยนระยะ focus ระบบจะตรวจจับจากค่าความร้อนแล้วปรับระดับ focus ให้กลับมาสู่ตำแหน่งเดิมแบบอัตโนมัติ

ด้านซ้ายแสดงให้เห็นว่างานชิ้นเดียวกันที่ตัดเป็นเวลานานด้วยระบบหัวตัด Auto Focus Correction จะได้ผิวงานที่สวยและเรียบเนียนกว่าไม่มีครีบด้านหลัง และผิวไม่เอียงมากจนเกินไป
8. วัสดุเปลี่ยนรูปจากความร้อนสูง (Material Deformation)
วัสดุที่มีความหนาเสียรูปจากความร้อนในการตัดเลเซอร์เป็นเรื่องปกติ ชิ้นงานหนาที่ตัดด้วยความร้อนสูงจาก high power fiber laser เป็นเวลานานจะมี Heat Affected Zone พื้นที่ส่งผ่านความร้อนในวงกว้าง สิ่งที่เกิดขึ้นประจำคือการตัดที่มีค่าความแม่นยำน้อยลง สาเหตุหลักคือตัววัสดุเองที่อมความร้อนไว้มากและคายความร้อนออกมาในรูปแบบการส่งผ่านความร้อนไปสู่บริเวณรอบข้างทำให้วัสดุเกิดการขยายตัว และเสียรูป

ตัดเหล็กหนา 50 mm ด้วยความกว้างชิ้นงานเพียง 5 มม แบบไม่เสียรูปด้วยเทคนิค Cutting Heat Optimization จากระบบ Software ของ HSG X Series
เทคนิคการตัดงานหนาโดยไม่เสียรูปสามารถใช้ระบบ Software ลดการสะสมความร้อนในบริเวณใดบริเวณหนึ่งไม่ให้มีมากเกินไป
อาทิเช่น ระบบการ piercing ล่วงหน้า / การตัดแบบเลือก contour เพื่อกระจายความร้อน / การใช้แก๊สและการใช้ speed ที่เหมาะสม
- ความเรียบของผิว (Roughness)
- ความตรงของผิว (Verticality)
- ร่องที่เกิดจากการตัด (Kerf width)
- ครีบด้านล่าง (Dross and Burr)
- คุณภาพรูขนาดเล็ก (Small Holes)
- มุมแหลมคม (Sharp Corner)
- ระยะ Focus เมื่อตัดงานเป็นเวลานาน (Auto Focus Correction)
- วัสดุเสียรูปจากความร้อนสะสม (Material Deformation)

รายละเอียดสเปค High Powered Fiber Laser
สเปคเครื่องตัดไฟเบอร์เลเซอร์กำลังวัตต์สูง HSG Fiber Laser High Power
สเปคเครื่องตัดไฟเบอร์เลเซอร์ตัดแผ่น HSG Fiber Laser Sheet Cutting
สเปคเครื่องตัดไฟเบอร์เลเซอร์ 2in1 HSG Fiber Laser Sheet & Tube Cutting
เคล็ดลับการเลือกเครื่องตัดเลเซอร์ Fiber Laser High Power Cutting Buying Guide by Wongtanawoot

ลงทุนเครื่องตัดเลเซอร์แบบโคตรคุ้ม 1000%
เคล็ดลับการเลือกเครื่องตัดเลเซอร์กำลังวัตต์สูง 6000w ขึ้นไป (Y2021)
แบบม้วนเดียวจบ ครบทุกเรื่องสงสัย Fiber Laser High Power Cutting Buying Guide by Wongtanawoot Fiber Laser Research Center
- เนื้อหาพร้อมภาพประกอบ กว่า 100 หน้า
- ให้คุณได้ลงทุนแบบไม่ต้องห่วงหน้าพะวงหลังกับเงินหลายล้าน
- แน่นด้วยเนื้อหาวิชาการเชิงเปรียบเทียบด้านตัวเลขและเทคนิค
- พร้อมมุมมองการลงทุนทั้งกว้างและลึกเกี่ยวกับการเลือกเทคโนโลยีที่เหมาะสมกับรูปแบบของคุณ
เพราะเรารู้ดีว่าคุณคือผู้กำหนดอนาคตที่เหนือกว่าได้อย่างไม่เหมือนใคร
ลงทะเบียนเพื่อขอรับเอกสารฟรี ที่นี่
**เงื่อนไขเป็นไปตามที่บริษัทกำหนด**
ติดต่อสอบถามข้อมูลเพิ่มเติมได้ที่ ศูนย์วิจัยและพัฒนางานแปรรูปโลหะแผ่น
โดย วงศ์ธนาวุฒิ โทร. +66.2.899.6374 หรือ +66.86.308.0698
85 ถ.กาญจนาภิเษก แขวงบางบอน เขตบางบอน กรุงเทพฯ 10150
Sheet Metal Smart Factory By WONGTANAWOOT
Email :
WebSite : www.pcb-bangkok.com
FaceBook : PCB Sheet Metal Solution Center by Wongtanawoot
YouTube : ดู VDO อื่นๆ ของ HSG by Wongtanawoot
Blog : อ่านบทความเพิ่มเติมของ HSG by Wongtanawoot
Line ID : @pcb-bangkok (มี @ ด้วยนะคะ)
